![]() +49 (0)671 / 201331 - 0
+49 (0)671 / 201331 - 0
![]() +49 (0)671 / 201331 - 0
+49 (0)671 / 201331 - 0




Moderne Fertigungsverfahren und Werkzeuge werden stetig weiterentwickelt, wobei vielerlei neue Herausforderungen entstehen. Häufig steigen dabei die Anforderungen an die Positionieraufgabe, um einen vorhandenen Prozess zu verbessern oder um neue Verfahren auf den Markt zu bringen. Wir von Busch Microsystems sehen uns hierbei als Pioniere, um das Maximum aus Ihrer Applikation herauszuholen. Dazu bieten wir ein breites Spektrum an Systemen an, um eine individuelle Lösung für Ihren Prozess zu schaffen.
Neben einfachen Achssystemen, wie dem Lineartisch, dem XY-Tisch oder Rotationsachsen bieten wir unter anderem Mehrachssysteme wie XYZ-Systeme in Portalbauweise oder Gantry-Systemen an. Mit diesem Artikel möchten wir Ihnen einen Überblick über diese Systeme verschaffen und Ihnen Inspirationen für Ihr nächstes Projekt mit auf den Weg geben.
Mit diesen Worten beschreibt Dipl.-Ing. Winfried Busch, Geschäftsführer der Busch Microsystems Consult GmbH, unsere Mission kurz und prägnant: Wir nehmen uns Ihrer Herausforderung an und schaffen dabei die optimale Positionierlösung für Ihre Applikation – immer mit dem Ziel, dabei die maximale Präzision für Ihren Prozess auszureizen. Hierzu gehört der direkte und intensive Austausch mit Ihnen über Ihre Applikation und die gemeinsame Entwicklung des maßgeschneiderten Positioniersystems.
Zu den primären Anwendungsgebieten unserer Positioniersysteme gehören die Laserbearbeitung, die Elektronikproduktion, die Messtechnik und die Optische Industrie. Unterschiedliche Prozesse innerhalb dieser Branchen erfordern verschiedene Systemaufbauten, welche individuelle Vor- und Nachteile mit sich bringen. Die meisten Anwendungsfälle basieren auf der Bewegung eines Bearbeitungskopfes oder Messkopfes über dem Werkstück bzw. der Bewegung des Werkstücks in XY.
Im Folgenden stellen wir Ihnen die häufigsten Systemvarianten genauer vor.
Bestehend aus einem XY-Tisch auf der Basis und einer Z-Achse auf dem darüber liegenden Portal, eignet sich das Portalsystem AS-XY ideal für anspruchsvolle Bearbeitungsköpfe. Da dieser nur in Z-Richtung bewegt wird, findet das Portalsystem AS-XY Anwendung in Laserbearbeitungsprozessen, bei denen der Laserstrahl per Faser von der Laserquelle in den Bearbeitungskopf geführt wird, während das Werkstück durch den sich darunter befindlichen XY-Tisch bewegt wird. Hierdurch wird ein stabiler Laserstrahl gewährleistet. Ebenso können hohe Lasten des Bearbeitungskopfes realisiert werden.
Die Besonderheit des XY-Tisches ist seine Bauweise: Hier werden nicht bloß zwei Lineartische gekreuzt aufeinandergesetzt, sondern die obere Achse in die untere integriert. Die untere Achse wird ebenfalls in die Granitbasisplatte integriert. Dadurch können die Achsen sehr gut aufeinander abgestimmt werden und man erhält deutliche Genauigkeitsunterschiede im Vergleich zum einfachen Stapel. Typischerweise werden Bauteilgewichte von bis zu 5 kg auf dem XY-Tisch aufgelegt und Bearbeitungsköpfe bzw. Werkzeuge von bis zu 25 kg an der Z-Achse angebracht. Darüber hinaus wird beim Portalsystem AS-XY sonstiges Equipment wie Laserquelle oder Optikmodul häufig auf oder an dem Portal befestigt, um eine platzsparende Anlage aufzubauen. Da ein Großteil der Bewegung im XY-Tisch stattfindet, wird bei diesem System eine einfache Medienversorgung und Kabelverlegung zum Bearbeitungskopf ermöglicht.
Eine Modifikation dieses Systems ist der Aufbau mit einer gewichtskompensierten Z-Achse. Diese Systeme werden hauptsächlich in der Halbleiterindustrie zum Belichten von Wafern und Leiterplatten eingesetzt. Die Anzahl der Z-Achsen für die Belichter ist hierbei variabel.
Die Vorteile des Protalsystems AS-XY liegen in seiner Flexibilität in Hinsicht auf die Applikation bei geringen Kosten. Der Bearbeitungsraum des Werkstücks ist groß und Dynamik und Präzision finden ein ausgewogenes Optimum. Das System eignet sich für kleine und leichte Bauteile sowie aufwändige und anspruchsvolle Bearbeitungsköpfe.

Busch AS-XY 300
Das Portalsystem AS-T zeichnet sich durch seine Vielseitigkeit und Flexibilität für vielerlei Anwendungen aus. Der Aufbau weist einen entscheidenden Unterschied zu dem Portalsystem AS-XY auf: Das System besteht aus einer integrierten Linearachse in Basis und einer auf dem Portal beweglichen Z-Achse. Anders als beim Portalsystem AS-XY, ist die Bewegung in X und Y somit voneinander entkoppelt. Dies ermöglicht höhere Dynamiken und Gewichte sowie Größen des Werkstücks. Im maximal ausgefahrenen Zustand der Achsen entstehen dadurch keine Überhänge, die zu Genauigkeitsverlusten führen können.
Typischerweise werden hier Bearbeitungsköpfe sowie Werkstücke von bis zu 25 kg verwendet. Je größer die Verfahrwege sind, umso kompakter ist der Aufbau des AS-T im Vergleich zum AS-XY, denn die Y-Achse ist hier im Portal integriert und kann somit dessen vollständige Breite ausnutzen, während die Y-Achse beim AS-XY zwischen dem Portal platziert werden muss.
Eine Erweiterungsmöglichkeit zur Erhöhung des Durchsatzes beim Portalsystem AS-T ist beispielsweise die Verwendung mehrerer beweglicher Z-Achsen. So können große Werkstücke auch mit zwei oder mehreren Laserprozessköpfen gleichzeitig bearbeitet werden.
Die Portalsysteme AS-XY und AS-T bieten eine kostengünstige Lösung für fast alle Anwendungen. Individuell von unseren Ingenieuren konstruierte Systeme mit optimierten Komponenten in Bezug auf Präzision und Dynamik ergeben in Verbindung mit einer Steuerung und Inbetriebnahme ein maßgeschneidertes System für Ihren Prozess.
Busch AS-T 600
Im Gegensatz zu den Portalsystemen wird bei einem Gantry-System lediglich der Bearbeitungskopf bzw. das Werkzeug bewegt, während das Werkstück ruht. Anstelle eines statischen Portals wird eine Traverse durch zwei separate Motoren im Gantry-Modus bewegt. Auf der Traverse wird eine Y-Achse integriert, die eine Z-Achse trägt. Dieser Aufbau ermöglicht nahezu unbegrenzte Gewichte, Formen und Abmessungen des Werkstücks. Werkstückspannsysteme lassen sich ebenfalls sehr einfach durch ein Gewinderaster in der Granitbasis montieren. Sogar die Platzierung eines Förderbands unter der Traverse für einen vollständig automatisierten Prozess ist möglich.
An der Z-Achse werden typischerweise Bauteile von bis zu 25 kg angebracht. Unsere Gantry-Systeme werden beispielsweise in der Bearbeitung von großflächigen Glasstrukturen eingesetzt. Da bei einem Gantry-System nur der Bearbeitungskopf bewegt wird, ist der Bearbeitungsraum nicht größer als das Werkstück selbst und Dynamiken erreichen Bestwerte. Analog zum Portalsystem AS-T kann der Durchsatz durch das Hinzufügen mehrerer beweglicher Z-Achsen gesteigert werden.
Hybride Systeme bestehend aus einer Granitbasis und CFK-Traversen sind eine hervorragende Ausbaustufe des Gantry-Systems, um besonders hohe Dynamiken bei gleichwertiger Präzision zu erreichen.

Busch GS 100
Um Ihrer Herausforderung gerecht zu werden, entwickeln wir die Standardsysteme individuell weiter. So passen wir Granitstrukturen und Bauteile an, um größere Gewichte und Dynamiken zu ermöglichen, oder gar Systeme zu entwerfen, deren Aufbau vollkommen von den drei vorgestellten Standardaufbauten abweicht. Sprechen Sie uns einfach an, damit wir auch für Ihre Applikation ein passgenaues System entwickeln können. Nicht von der Stange, sondern individuell nach Maß.
Wir bei BUSCH Microsystems sehen uns nicht einfach nur als Maschinenbauer, sondern auch als Berater, als Dienstleister, als langfristiger Partner. Wir begleiten Sie von der ersten Idee über die Entwicklung bis zur Inbetriebnahme Ihres Positioniersystems – und weit darüber hinaus.
Jede unserer Anlagen wird komplett von uns gefertigt. Das schließt die gesamte Planung und Konstruktion ein, sämtliche mechanischen und mechatronischen Arbeiten, Steuerung und Programmierung, Dokumentation, und als großen Meilenstein den Aufbau und die Inbetriebnahme am Bestimmungsort. Dafür sind viele verschiedene Kompetenzen notwendig, die unser breit aufgestelltes Team am Standort Langenlonsheim vereint. Jeder Mitarbeiter ist ein Experte seines Fachs, der mit seinen Arbeitsschritten zum erfolgreichen Projektabschluss beiträgt. Die Kompetenzen und Fähigkeiten des BUSCH-Teams sind die Basis dafür, dass wir unseren Kunden den kompletten Service rund um unsere Systeme aus einer Hand anbieten können.

Einige Serviceleistungen sind bei uns genauso Standard wie die Präzision. Dazu gehören die Unterstützung bei der Konzepterstellung, allgemeine Unterstützung bei Fragen zu unseren Produkten und deren Bedienung, die Identifikation und Behebung von Fehlfunktionen und die allgemeine Unterstützung zu Steuerungsthemen.
Projekt- und anlagenspezifisch bieten wir viele weitere Leistungen an, zum Beispiel:
• Auslegung, Konstruktion & Simulation von Systemen nach Ihren Konzeptvorgaben
• Bevorratung und Lagerhaltung von kundenspezifischen und lieferzeitkritischen Komponenten
• Erstmontage unserer Systeme beim (End-)Kunden
• Inbetriebnahme der Mechanik & Elektrik unserer Anlagen
• Erstellung der Dokumentation & Prüfprotokolle zu jedem unserer Produkte
• De- und Remontage und Wiederinbetriebnahme unserer Systeme beim (End-)Kunden
• Neueinstellung von Führungsschienen etc.
• Technik-Workshops und Schulungen für Ihre Mitarbeiter
• Identifikation und Behebung von Fehlfunktionen
Jedes Projekt ist anders und stellt ganz unterschiedliche Anforderungen. Deshalb erstellen wir Ihnen gerne ein maßgeschneidertes Service- und Wartungskonzept, das die individuellen Ansprüche und Gegebenheiten berücksichtigt. Unser geschultes Fachpersonal und der Einsatz ultrapräziser Messinstrumente stellen dabei sicher, dass ihr Positioniersystem über viele Jahre einwandfrei und zuverlässig funktioniert – von Anfang an, für viele Jahre, weltweit.
Möchten Sie mehr über unsere Service-Leistungen erfahren? Kontaktieren Sie uns gerne über das Kontaktformular.
Die Auswahl und der Einsatz von Werkstoffen sind immer ein Abwägen der Vor- und Nachteile auf der Suche nach dem Optimum. Denn jeder Werkstoff bringt seine ganz individuellen Eigenschaften wie Dichte, Steifigkeit oder Zugfestigkeit mit. Dabei zeigen die stabilen, massiven, starken Werkstoffe ein Handicap: ihr enormes Gewicht. Denn hohe Massen lassen sich nur mit größerem Aufwand in Bewegung bringen. Und Werkstoffen mit niedrigem Gewicht fehlt oft die nötige Belastbarkeit. Genau hier kommt CFK ins Spiel.
Carbonfaserverstärkter Kunststoff (CFK) ist ein Kompositwerkstoff bestehend aus Kohlenstofffasern, die als verstärkende Lagen in eine Polymermatrix eingebettet werden. Die Polymermatrix besteht meist aus einem Duroplast wie Epoxidharz oder aus Thermoplasten. Sie dient der Formgebung und dem Faserschutz, bildet die Oberfläche und sorgt für eine gute Lastverteilung. Mit der Wahl der Fasern und deren Anordnung lassen sich erwünschte mechanische Eigenschaften individuell einstellen. Das macht CFK zu einem Hightech-Werkstoff, der heute im Leichtbau unersetzlich ist.

Verbundwerkstoffe bestehen aus unterschiedlichen Werkstoffen, die auf Mikroebene verbunden sind, sodass makroskopisch neue, erwünschte Eigenschaften entstehen. CFK ist ein anisotroper Werkstoff: Seine Festigkeit und Steifigkeit sind in Faserrichtung deutlich höher als senkrecht zur Faserrichtung. Durch mehrere Faserlagen in verschiedenen Faserrichtungen lassen sich die mechanischen Eigenschaften optimal auf die jeweilige Anwendung konfigurieren.
Die Materialdichte ist abhängig von der verwendeten Faser, dem Matrixwerkstoff und dem Faservolumenanteil. Bei den meisten CFK-Materialien liegt sie bei etwa 1,5 g/cm³. Auch Elastizitäts- und Festigkeitsgrößen sind je nach Faserkonfiguration unterschiedlich. Gleiches gilt für den Wärmeausdehnungskoeffizienten, da sich die Carbonfaser bei Erwärmung deutlich weniger ausdehnt als der Polymermatrixwerkstoff.
Neben den individuellen und herausragenden mechanischen Eigenschaften bringt CFK weitere Vorteile mit sich, die ihn zu einem hochinteressanten Werkstoff für verschiedenste Branchen machen:
• Zerspanbarkeit
• Gute Dämpfungseigenschaften
• Geringe Wasseraufnahme
• Hohe Abriebfestigkeit
• Hervorragende Gleiteigenschaften
• Hohe Chemikalienbeständigkeit
• Einsatztemperaturen über 200°C je nach Matrixwerkstoff
• …
Aufgrund der hohen gewichtsspezifischen Festigkeiten und Steifigkeiten ist CFK ein verbreiteter Werkstoff in der Luft- und Raumfahrt, im Fahrzeugbau, der Windenergie, bei Sportgeräten und vielem mehr. Auch im allgemeinen Maschinenbau ist CFK längst etabliert, wenn es um Gewichtsersparnis bei gleichbleibender Steifigkeit geht. Bei entsprechender Auslegung können CFK-Bauteile wesentlich leichter als Teile aus Stahl oder Aluminium sein. Weniger Masse bedeutet höhere Dynamik. Diesen Vorteil von CFK nutzen wir bei BUSCH Microsystems für die hochanspruchsvolle Dynamik unserer Präzisionsmaschinen.
Wir passen die Bauteile aus dem Verbundwerkstoff ideal an die von unseren Kunden geforderten Spezifikationen an. Komponenten werden individuell entsprechend der auftretenden Belastungen und Dynamiken entworfen, sodass wir die maximale Effizienz der Anwendung gewährleisten können.
BUSCH Microsystems setzt dabei auf hybride Maschinenstrukturen: Während für die Basis Granit verwendet wird, werden hochdynamisch beanspruchte Baugruppen aus CFK realisiert. BUSCH-Systeme kommen in ultrapräzisen Verfahren zur Anwendung; deshalb besteht die Herausforderung bei CFK darin, die nötige Präzision zu erreichen. Unsere erfahrenen Produktionsmitarbeiter haben einen Weg gefunden, die Güte der Ebenheit genauso präzise zu bearbeiten wie bei Granit – und mit dieser Genauigkeit wird eine ganz neue Dimension von Präzision und Dynamik möglich.
Die Dichte von CFK ist mit rund 1,5 g/cm³ nur fast halb so groß wie von Granit (ca. 2,9 g/cm³) und sogar mehr als das fünffache geringer als bei Stahl (ca. 7,9 g/cm³). Bei gleicher Belastung und Dynamik ist das Design und der Querschnitt der Bauteile aus diesen drei Materialien jedoch immer verschieden, sodass die Gewichtsersparnis stets relativ zum jeweiligen Bauteil betrachtet werden muss.
Durch den Einsatz von CFK bei BUSCH Microsystems lassen sich Gewichtsersparnisse von ca. 40 % gegenüber Granit und von bis zu 70 % gegenüber Stahl, bezogen auf das jeweilige Bauteilgewicht, erzielen. Das macht CFK in Hinsicht auf die realisierbare Dynamik zum idealen Werkstoff für unsere Präzisionsanlagen. Während wir bei Maschinen mit bewegten Komponenten aus Granit Geschwindigkeiten von 1,5 m/s und Beschleunigungen von bis zu 10 m/s² erzielen konnten, ermöglicht uns CFK eine Steigerung der Dynamik auf bis zu 5 m/s und 50 m/s².
Für ein Kundenprojekt war in einem XY-Gantry-System exakt diese Dynamik gefordert. Das machte den Einsatz von CFK unbedingt notwendig. Die im System eingesetzte Traverse besitzt ein Gewicht von knapp 36 kg. Ohne Optimierungsarbeiten und mit der gleichen Struktur hätte eine Traverse aus Granit rund 250 kg gewogen – also in etwa das Siebenfache. Mit einer Ebenheit von unter 5 µm ist die Oberfläche der CFK-Traverse genauso präzise wie die einer Granit-Traverse. Dadurch gewährleisten wir maximale Präzision bei höchster Dynamik.
Im Video sehen Sie eines unserer Hybridsysteme aus Granit und CFK in Bewegung:
In Zusammenarbeit mit dem Fraunhofer Institut für Lasertechnik und dem Laserspezialisten LightFab erforscht BUSCH die Möglichkeiten des präzisen Aufbauens durch nahtlosen 3D-Druck hoher Auflösung – kurz: PANDA.
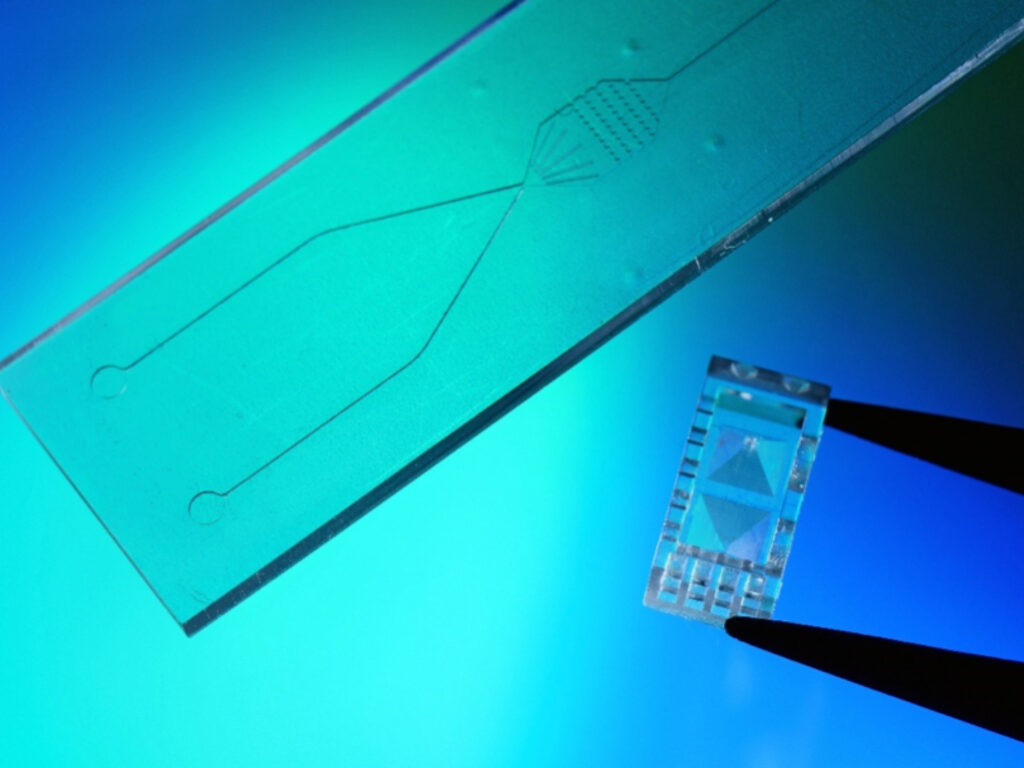
Das Projekt entstand aus den Anforderungen der medizinischen Diagnostik, wo für unterschiedlichste Befunderhebungen zunehmend schnelle Point-of-Care-Tests statt Labortests zum Einsatz kommen. Die mikrofluidischen Chips, in die eine Probe eingebracht wird, verfügen über Kanäle im Größenbereich 50 – 200 µm mit einer Oberflächenrauigkeit von wenigen Mikrometern. Die Genauigkeit und Reaktionsgeschwindigkeit dieser Tests hängen vom kontrollierten, exakten Kontakt der Reagenzien ab.
Üblicherweise werden diese mikrofluidischen Systeme mittels Spritzguss oder Heißprägen gefertigt. Für Prototypen und Kleinserien, die zum Beispiel für Designstudien benötigt werden, sind diese Verfahren jedoch nicht wirtschaftlich.
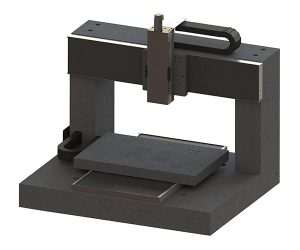
Als Alternative kommen prinzipiell additive Verfahren wie der 3D-Druck infrage, die keine hochpreisige Gussform oder ähnliches benötigen, sondern das Objekt quasi in Einzelfertigung aus der Konstruktionssoftware heraus aufbauen.
Das Problem hierbei ist die ungenügende Auflösung der existierenden Verfahren. Die Stereolithographie erreicht die nötige Oberflächengüte, mit DLP-Verfahren (Digital Light Processing) kann die Auflösung deutlich gesteigert werden – allerdings nicht ausreichend, denn die mikrofluidischen Chips benötigen eine Pixelgröße von kleiner 10 µm. Diese ist derzeit nur bei einer zu kleinen Gesamtgröße der belichteten Fläche erreichbar und das Aneinanderreihen mehrerer Flächen ergibt durch Naht- bzw. Schnittstellen eine ungenügende Oberflächengüte.
Ein möglicher Lösungsweg führt über ortsselektive Belichtung und Scrolling, wobei Teilbereiche der Fläche quasi-kontinuierlich belichtet werden. An die Präzision des Drei-Achs-Systems, das das Harzbad und die Belichtung bewegt, werden hierbei höchste Anforderungen gestellt; die Achsbewegungen müssen absolut synchron ablaufen und die Positionierung der DLP-Belichtung darf höchstens eine halbe Pixelgröße abweichen, um unscharfe Kanten zu vermeiden.
Prototypen und Kleinserien von mikrofluidischen Chips werden für die Weiterentwicklung der Point-of-Care-Diagnostik dringend gebraucht. Die Forschungsanlage, die das Fraunhofer ILT, LightFab und BUSCH Microsystems derzeit entwickeln, ist ein Beitrag dazu, diese Weiterentwicklung wirtschaftlicher und in der Folge deutlich mehr Anwendern zugänglich zu machen.
Derzeit werden die Anforderungen spezifiziert und das Anlagenkonzept erstellt. Bald kann mit dem Bau der Anlage begonnen werden. Im ersten Halbjahr 2023 sollen erste Musterteile vorliegen, um verschiedene Ansätze zur Belichtung nicht nur theoretisch durchzuspielen, sondern praktisch auszuprobieren.
Das Forschungsprojekt hat gerade erst begonnen. Wir selbst sind sehr gespannt auf den weiteren Verlauf und die Ergebnisse, die die nächsten zwei Jahre bringen – und selbstverständlich halten wir Sie hier im Kompetenzzentrum auf dem Laufenden.
Bei BUSCH Microsystems hat man sich noch nie mit dem zufrieden gegeben, was aktuell machbar, möglich oder „Stand der Technik“ ist. Es ist nicht unsere Mission, am Status quo festzuhalten. Wir haben es immer als unsere Aufgabe gesehen, die Grenzen des Möglichen, des Denkbaren, ein kleines Stück zu verschieben.
Derzeit beteiligt sich BUSCH am Forschungscampus DPP (Digital Photonic Production), wo die RWTH Aachen University und das Fraunhofer Institut gemeinsam mit Partnern aus der Wirtschaft die Nutzung von Licht als Werkzeug für die Produktion von morgen erforschen.
Am Forschungscampus DPP wird in interdisziplinären Teams geforscht, die sich für regelmäßige Sprints bedarfsgerecht zusammensetzen. BUSCH Microsystems, der aktuell einzige Maschinenbauer unter den Wirtschaftspartnern, bringt seine Ressourcen in den definierten Kompetenzfeldern Photonic und Subtractive Production ein.
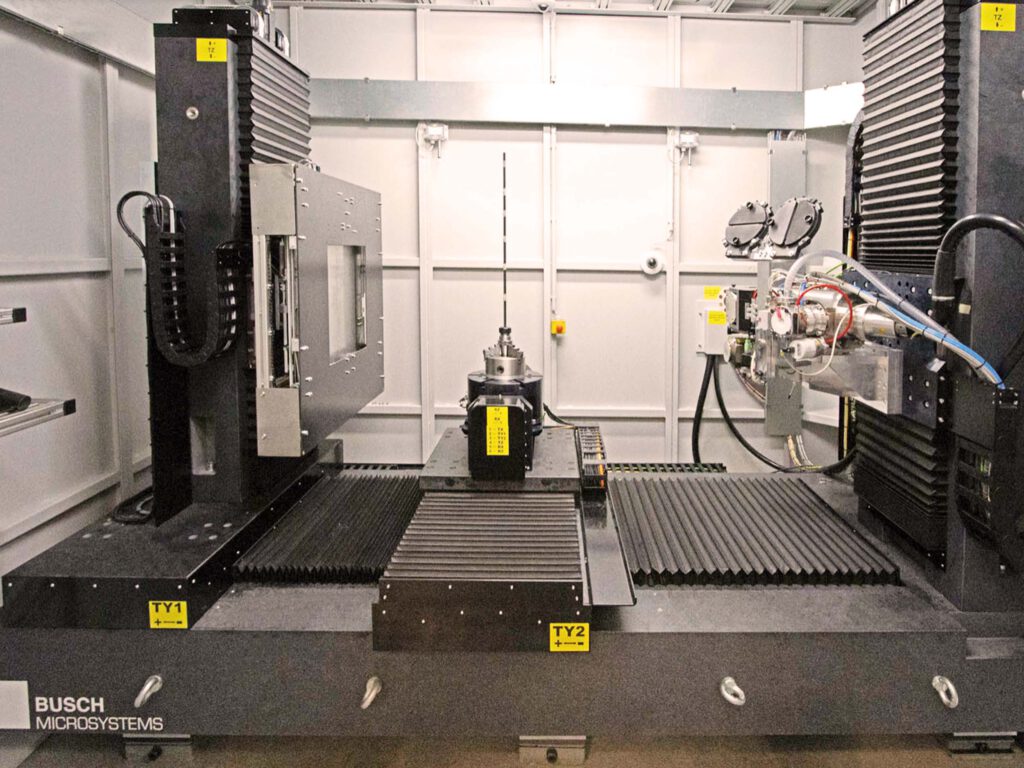
In der aktuellen Phase arbeitet BUSCH an der Systemintegration kaskadierter Multistrahlsysteme. Die derzeit im Bau befindliche Forschungsanlage wird mit einem Ultrakurzpuls-Lasersytem (UKP-Laser) von Edgewave und Galvanometer-Scannern und Optiken von Scanlab ausgestattet. BUSCH fertigt das passgenaue Positioniersystem aus Granitportal, Achsen und einem für die Laseranwendung passenden Gehäuse.
Die Herausforderung für den Maschinenbau liegt hier vor allem in der Dynamik der Positionierung, die präzise auf die Anforderungen des komplexen Gesamtsystems angepasst sein muss. Die Forschungsanlage benötigt pro Achse eine Genauigkeit von 1 µm. Ein weiteres Thema ist die Lasersicherheit, die durch das Gehäuse der Anlage und die Steuerungsfunktionen sichergestellt wird. Zeitnah werden die verschiedenen Aufgabenstellungen aus den anderen Sprints auf dem System getestet und die Erkenntnisse dokumentiert.
Auf der Website des Forschungscampus DPP erfahren Sie mehr über die vielfältigen Forschungsgebiete. Neben BUSCH Microsystems können Sie hier auch die weiteren aktuellen Forschungspartner kennenlernen.

Mit einem ganz anderen Thema, der Geradheit von Referenzlinealen, hat sich ein vergangenes Forschungsprojekt befasst. Wie „gerade“ ist denn eigentlich „gerade“? Das wollte Karl-Josef Schalz, Geschäftsführer von Schalz Adaptronic und Professor für Präzisionsmaschinenbau an der Hochschule für angewandte Wissenschaft und Kunst (HAWK) Hildesheim Holzminden Göttingen, herausfinden.
Bereits 2015 kam er mit der Idee einer Ultra-Präzisions-Geradheitsmessmaschine auf BUSCH zu. Schalz wollte die Genauigkeit verbessern, mit der Referenzlineale bis zwei Meter Länge vermessen werden. Geradere Referenzlineale können Ablauffehler der Führungen in Bearbeitungs- und Messmaschinen deutlich reduzieren, ohne die Kosten für diese Maschinen unendlich steigen zu lassen. Und „gerade“ heißt in diesem Fall: eine Genauigkeit kleiner 50 nm.
Im Rahmen des Forschungsprojekts entwickelte BUSCH einen Prototypen, der Referenzlineale bis 50 cm präziser denn je vermessen kann. Er besteht fast ausschließlich aus Granit, verfügt über eine luftgelagerte Messachse und erreicht eine Reproduzierbarkeit von 5 nm.
In der Kooperation von Wissenschaft und Industrie, wo Theorie und Praxis zusammenkommen, entstehen immer wieder neue Projekte zu den unterschiedlichsten Fragestellungen. Seit diesem Jahr arbeitet BUSCH mit LightFab und dem Fraunhofer Institut für Lasertechnik in der Forschungskooperation PANDA, die sich mit hochpräzisem 3D-Druck beschäftigt. Dieses Projekt stellen wir Ihnen hier vor.
Der menschliche Sehsinn ist ein Wunder. Wir können Millionen von Farbtönen unterscheiden, wir nehmen minimale Helligkeitsunterschiede wahr und können uns sogar im Dunklen einigermaßen zurechtfinden. Doch es gibt Grenzen. Wir können nicht in Dinge hineinsehen. Das Innenliegende bleibt uns verborgen.
Hier kommen die Spezialisten von VisiConsult ins Spiel. Das Familienunternehmen aus Norddeutschland fertigt für seine Kunden Röntgenkabinen und Röntgen-Sonderanlagen, für die keine Prüfungsanforderung zu komplex ist. VisiConsult macht das Unsichtbare, das Innenliegende sichtbar. „Geht nicht“ gibt es bei VisiConsult nicht.
Was wäre zum Beispiel, wenn per CT Werkstücke bis 80 Kilogramm Gewicht untersucht werden sollten? Nicht liegend, nicht statisch, sondern in Bewegung. Schwenkbar und neigbar, um das Unsichtbare sichtbar zu machen. Aus jedem Blickwinkel.
Kein Problem. Auch diese Anforderungen kann VisiConsult für seine Kunden realisieren – mit einem hochpräzisen Sieben-Achs-Bewegungssystem aus Langenlonsheim, das je nach Kundenwunsch zum Beispiel mit Doppelröntgenröhre oder Doppeldetektor mit Zeilenscanner bestückt wird.
Die Anlage, die VisiConsult bei BUSCH Microsystems in Auftrag gab, misst 3,2 x 2,3 x 1,2 Meter und bringt 5,5 Tonnen auf die Waage. Die Granitachsen erreichen eine Geradheit von unter 5 µm. Nach dem Direkttransport wurde das System erneut von BUSCH-Technikern vor Ort vermessen um die Genauigkeiten sicherzustellen.
Die CT-Anwendungen, bei denen das System zum Einsatz kommt, erfordern eine zweifache z-Achse und eine Dreh-Schwenk-Einheit. Insgesamt sind sieben verschiedene Achsbewegungen möglich, die auch über die Kontrolleinheit mit Handbedienelement direkt in der Kabine angesteuert werden können. Die präzise Positionierung der Werkstücke erfolgt über Laserführung. Jason Robbins, Head of NDT sales bei VisiConsult, beschreibt die Möglichkeiten der Hochpräzisions-Anlage als nahezu grenzenlos.
VisiConsult versieht die CT-Kabine standardmäßig unter anderem mit Kühlsystem, Thermometer und Hygrometer und passt alle weiteren verfügbaren Optionen an die Wünsche und Anforderungen seiner Kunden an. So wird je nach verwendeten optischen Komponenten zum Beispiel eine 300-fache Vergrößerung der Röntgenaufnahme möglich.
Innovationen wie diese erweitern die Grenzen des menschlichen Sehsinns. Technologie und Präzision ermöglichen das, was eigentlich unmöglich sein müsste: die Vermessung des Unsichtbaren.
Mehr Informationen zu diesem Projekt finden Sie auf der Website von VisiConsult und auf YouTube.